Çelik dövme imalattaki en eski ve en güvenilir metal işleme süreçlerinden biridir. Hangi tür dövme çeliğinin mevcut olduğuna kısa cevap: karbon çeliği, alaşımlı çelik, paslanmaz çelik, takım çeliği ve mikro alaşımlı çelik endüstriyel çelik dövmede kullanılan beş ana kategoridir. Her tip farklı mekanik ve çevresel taleplere hizmet eder ve yanlış olanı seçmek erken arızaya, güvenlik tehlikelerine veya gereksiz maliyet aşımlarına yol açabilir.
Bu döküm, her kategoriyi derinlemesine kapsar; onları farklı kılan nedir, en iyi performans gösterdikleri yerler ve akma mukavemeti, sertlik ve uygulama aralığını karşılaştırdığınızda sayıların gerçekte nasıl göründüğü.
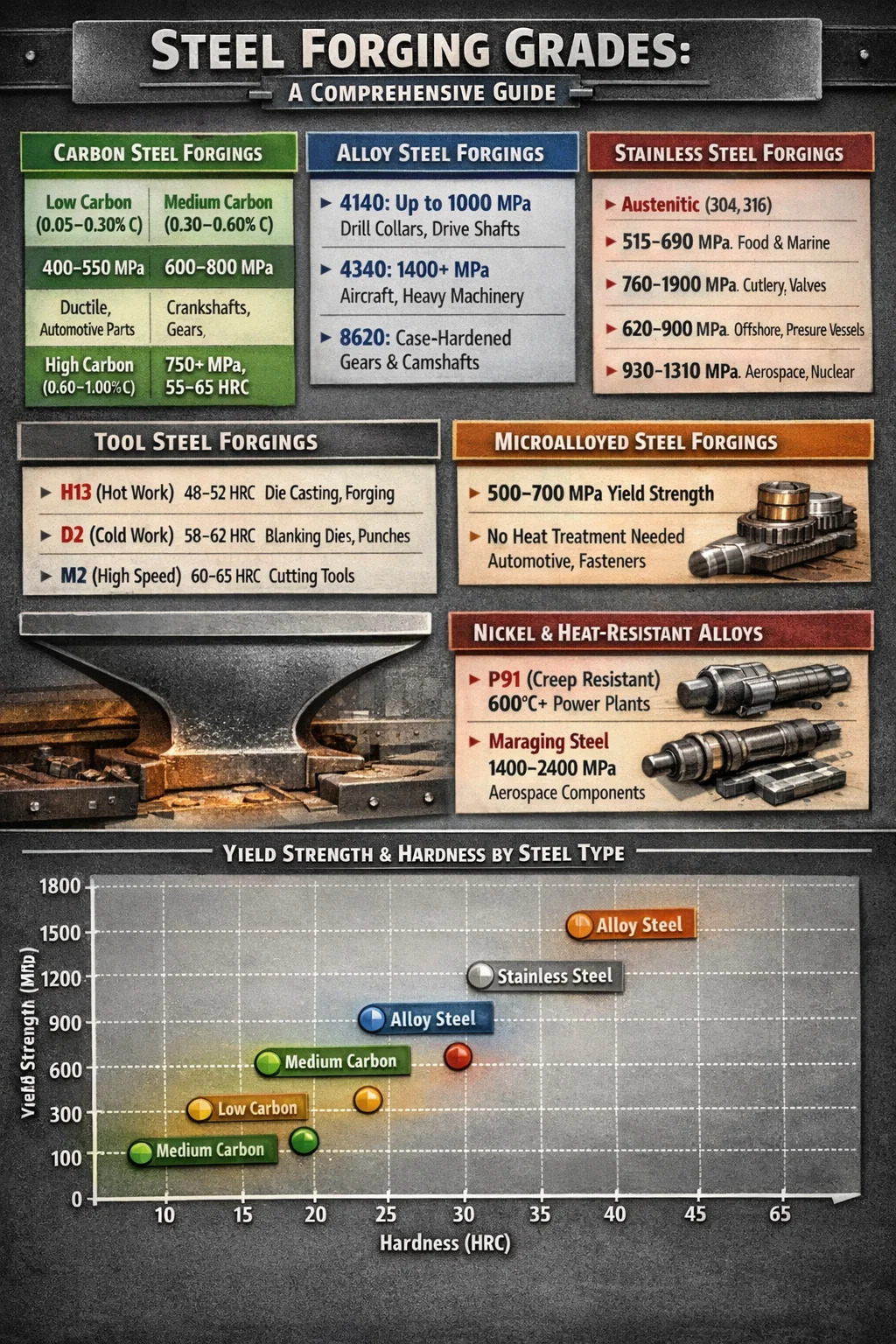
Karbon Çelik Dövülerek Üretilen Ürünler: Sektörün İş Gücü
Karbon çeliği, küresel olarak tüm çelik dövme üretiminin çoğunluğunu oluşturur. Karbon içeriğine göre üç alt gruba ayrılır ve karbon yüzdesinin mukavemet, sertlik ve süneklik üzerinde doğrudan ve ölçülebilir bir etkisi vardır.
Düşük Karbonlu Çelik (%0,05 – %0,30 C)
Düşük karbonlu çelik dövmeler oldukça sünektir ve şekillendirilmesi kolaydır. Çekme mukavemeti tipik olarak 400 ila 550 MPa arasında değişir. Bu dövmeler genellikle yapısal bileşenler, otomotiv gövde parçaları ve genel amaçlı cıvatalar için kullanılır. Sertleştirme için ısıl işleme iyi yanıt vermezler ancak kolayca kaynaklanabilir ve işlenebilirler.
Orta Karbonlu Çelik (%0,30 – %0,60 C)
Bu en yaygın dövme aralığıdır. AISI 1040 ve AISI 1045 gibi orta karbonlu kaliteler, sağlamlık ve tokluk arasında güçlü bir denge sunar. Isıl işlem, akma mukavemetini 600 MPa'nın üzerine çıkarabilir. Uygulamalar arasında krank milleri, bağlantı çubukları, akslar, dişliler ve demiryolu bileşenleri bulunur. AISI 1045, genel makine mühendisliğinde tartışmasız en yaygın olarak belirtilen orta karbonlu çelik dövme kalitesidir.
Yüksek Karbonlu Çelik (%0,60 – %1,00 C)
Yüksek karbonlu dövme malzemeler üstün sertlik ve aşınma direnci sağlar ancak daha kırılgandır ve işlenmesi zordur. Yaylar, kesici takımlar, tel halatlar ve ray çelikleri için kullanılırlar. Sertlik değerleri uygun ısıl işlemden sonra rutin olarak 55-65 HRC'ye ulaşır, bu da onları dikkatli tasarım dikkate alınmadan darbe ağırlıklı uygulamalar için uygunsuz hale getirir.
Alaşımlı Çelik Dövmeler: Kimya Yoluyla Geliştirilmiş Performans
Alaşımlı çelik dövmeler, karbon çeliğinde bulunan miktarların ötesinde kasıtlı olarak krom, molibden, nikel, vanadyum veya manganez ilaveleri içerir. Bu eklemeler sertleşebilirliği, yüksek sıcaklıklarda dayanıklılığı ve yorulma ve korozyona karşı direnci değiştirir. Toplam alaşım elementi içeriği tipik olarak %1 ila %5 arasındadır.
En sık karşılaşılan alaşımlı çelik dövme kaliteleri şunları içerir:
- 4140 (Cr-Mo çeliği): Su verilmiş ve temperlenmiş durumda 1000 MPa'ya kadar çekme mukavemeti. Petrol ve gaz sondaj yakalarında, savunma bileşenlerinde ve otomotiv tahrik millerinde kullanılır.
- 4340 (Ni-Cr-Mo çeliği): Isıl işlemle elde edilebilen 1400 MPa'yı aşan çekme mukavemeti ile yaygın olarak kullanılan en güçlü alaşımlı çeliklerden biridir. Uçak iniş takımlarında, ağır hizmet krank millerinde ve yüksek performanslı aks millerinde bulunur.
- 8620: Hem tok bir çekirdeğe hem de sert bir yüzeye aynı anda ihtiyaç duyulan dişliler ve eksantrik milleri için popüler olan yüzey sertleştirme kalitesi.
- EN36 ve EN24: Türbin şaftları ve nükleer tesis bileşenleri gibi ağır mühendislik dövme parçalarına yönelik Birleşik Krallık/Avrupa spesifikasyonlarında yaygındır.
Alaşımlı çeliğin karbon çeliğe göre dövülmesinin avantajı, sertleşebilme derinliğidir. 100 mm çaplı bir 4140 çubuk, tekdüze bir mikro yapıya kadar tamamen sertleştirilebilirken, aynı çaptaki düz karbon çeliği, yüzeyden çekirdeğe belirgin bir sertlik düşüşü gösterecektir.
Paslanmaz Çelik Dövmeler: Mekanik Yük Altında Korozyon Direnci
Paslanmaz çelik dövmeler, oksidasyona ve korozyona dirençli pasif bir oksit tabakası oluşturan ağırlıkça minimum %10,5 krom içerir. Dövme işlemi, paslanmaz çeliğin tane yapısını, dökümün kopyalanamayacağı şekilde iyileştirir ve üstün yorulma mukavemetine ve darbe dayanıklılığına sahip bileşenler üretir.
Paslanmaz çelik dövmede kullanılan ana aileler şunlardır:
| Aile | Ortak Notlar | Tipik Çekme Dayanımı | Anahtar Uygulama |
|---|---|---|---|
| östenitik | 304, 316, 321 | 515–690 MPa | Kimyasal işleme, gıda ekipmanları, denizcilik |
| Martensitik | 410, 420, 440C | 760–1900 MPa | Çatal bıçak takımı, valfler, pompa milleri, cerrahi aletler |
| Dubleks | 2205, 2507 | 620–900 MPa | Açık deniz petrolü, tuzdan arındırma, basınçlı kaplar |
| Yağışla Sertleştirilmiş | 17-4 PH, 15-5 PH | 930–1310 MPa | Havacılık, nükleer, yüksek performanslı valfler |
316L paslanmaz çelik dövme özellikle farmasötik ve gıda işlemede baskındır çünkü düşük karbon içeriği kaynak sırasında hassasiyet riskini en aza indirir ve molibden ilavesi (%2-3) klorür ortamlarında çukurlaşma direncini önemli ölçüde artırır. Dubleks kalite 2205, yaklaşık 450 MPa minimum değerle 316L'nin kabaca iki katı akma mukavemeti sunar; bu da servis ömründen ödün vermeden daha ince duvar tasarımlarına ve azaltılmış bileşen ağırlığına olanak tanır.
Takım Çeliği Dövmeleri: Şekillendirme ve Kesme Uygulamaları için Aşırı Sertlik
Takım çelikleri, aşırı mekanik stres, aşınma ve ısı altında sertliklerini ve şekillerini koruyacak şekilde özel olarak tasarlanmıştır. Takım çelikleri, dövme işlemiyle üretildiğinde, zorlu takımlama uygulamalarında döküm veya haddelenmiş alternatiflerden önemli ölçüde daha uzun süre dayanan, rafine, tekdüze bir tane yapısı geliştirir.
Takım çeliği dövmeleri AISI sınıflandırma sistemine göre gruplandırılır:
- H serisi (Sıcak İş Takım Çeliği): H13 ve H11 gibi kaliteler 500°C'nin üzerindeki sıcaklıklarda yumuşamaya direnç gösterecek şekilde formüle edilmiştir. H13, basınçlı döküm kalıpları, ekstrüzyon kalıpları ve sıcak dövme kalıpları için küresel standarttır. Isıl işlemden sonra 48-52 HRC'ye ulaşırken, tekrarlanan termal döngülere dayanmak için yeterli dayanıklılığı korur.
- D serisi (Soğuk İş, Yüksek Krom): D2 yaklaşık %12 krom ve %1,5 karbon içerir, bu da ona oda sıcaklığında olağanüstü aşınma direnci kazandırır. Çok yüksek üretim süreçlerinde boyutsal doğruluğun kritik olduğu kalıpların kesilmesi, şekillendirme aletleri ve zımbalar için kullanılır.
- M serisi (Yüksek Hız Çeliği): M2 ve M42, karbon çeliği takımların tüm sertliğini kaybedeceği sıcaklıklarda kesme kenarlarını korur. Tungsten, molibden ve kobalt kombinasyonu M42'ye sıcak sertlik avantajı kazandırır ve bu da onu matkap uçları, kılavuzlar, frezeler ve broşlarda vazgeçilmez kılar.
- P serisi (Kalıp Çeliği): Plastik enjeksiyon kalıpları için tasarlanan P20, en yaygın kullanılan dövme kalıp çeliklerinden biridir. Genellikle 28-34 HRC'de önceden sertleştirilmiş durumda sağlanır ve işleme sonrasında ısıl işlem ihtiyacını ortadan kaldırır.
Takım çeliklerinin dövülmesi hassas sıcaklık kontrolü gerektirir. Örneğin H13, 1010°C ile 1150°C arasında dövülmeli ve çatlamayı önlemek için dövme sonrasında yavaşça soğutulmalıdır. Uygun olmayan dövme uygulaması artık gerilime ve kaba karbür ağların oluşmasına neden olur ve bu da tokluğu önemli ölçüde azaltır.
Mikroalaşımlı Çelik Dövmeler: Isıl İşlem Olmadan Net Şekle Yakın Verimlilik
Dövme bağlamında HSLA (Yüksek Mukavemetli Düşük Alaşımlı) çelikler olarak da adlandırılan mikro alaşımlı çelikler, karbon çeliğinin şekillendirilebilirliğini daha önce alaşımlı çelik ve dövme sonrası ısıl işlem gerektiren mukavemet seviyeleriyle birleştiren modern bir mühendislik çözümünü temsil eder. Önemli eklemeler vanadyum (%0,05-0,15), niyobyum (%0,02-0,05) ve kontrollü soğutma sırasında ince karbürler ve nitrürler halinde çöken çok küçük miktarlarda titanyumdur.
En büyük ticari avantaj, mikro alaşımlı dövme çeliklerin su verme ve temperleme olmadan 500-700 MPa akma dayanımına ulaşabilmesidir, bu da üretim döngüsünde büyük bir maliyet ve zaman adımını ortadan kaldırır. Otomotiv üreticileri, tam da bu nedenle bağlantı çubukları, krank milleri ve direksiyon mafsalları için mikro alaşımlı kaliteleri geniş ölçüde benimsemiştir.
Yaygın mikroalaşımlı dövme kaliteleri arasında 38MnVS6, 46MnVS3 ve SAE 1548V bulunur. Bu kaliteler, dövme işlemi ve bunu takip eden kontrollü hava soğutmanın, iki ayrı fırın işleminin yerine tek bir termal döngüde nihai mekanik özelliklere ulaşması için tasarlanmıştır. Yüksek hacimli otomotiv dövme işlerinde bu, söndürme ve temperleme yöntemlerine kıyasla parça başına %30'a kadar enerji tasarrufu anlamına gelir.
Bir sınırlama, mikro alaşımlı çeliklerin geleneksel alaşımlı çeliklere göre daha dar proses pencerelerine sahip olmasıdır. Soğutma sırasında uygun çökeltme sertleşmesini sağlamak için son dövme sıcaklığının dikkatli bir şekilde kontrol edilmesi gerekir (tipik olarak 900°C ile 1050°C arasında). Hedef mikro yapıdan herhangi bir sapma, öngörülemeyen mekanik özelliklere ve tüm dövme işlemlerinin potansiyel olarak reddedilmesine neden olur.
Zorlu Ortamlar için Nikel Esaslı ve Isıya Dayanıklı Çelik Dövmeler
Standart sınıflandırmaların ötesinde, çalışma sıcaklıklarının geleneksel alaşımlı çeliklerin tolere edebileceği değerleri aştığı uygulamalar için özel bir ısıya dayanıklı ve nikel içeren dövme çelik kategorisi mevcuttur. Bunlar arasında enerji üretimi ve havacılık türbin diskleri için akmaya dirençli kalitelerin yanı sıra ultra yüksek mukavemetli yapısal uygulamalara yönelik maraging çelikleri de yer alıyor.
Sürünmeye Dayanıklı Çelik Dövmeler
P91 (9Cr-1Mo-V) ve P92 gibi kaliteler, 600°C'nin üzerindeki sıcaklıklarda çalışan kömür ve gaz santrallerindeki dövme buhar kollektörlerinde, valf gövdelerinde ve türbin muhafazalarında yaygın olarak kullanılmaktadır. P91 dövme parçaları, çalışma koşullarında minimum 100.000 saatlik sürünme kopma ömrüyle, yüksek sıcaklıkta sürekli yük altında yavaş, zamana bağlı deformasyon olan sürünmeye karşı direnç gösterecek şekilde tasarlanmıştır. Krom içerikleri aynı zamanda sade karbon çeliğinin 450°C'nin üzerinde ulaşamayacağı oksidasyon direncini de sağlar.
Maraging Çelikleri
Maraging çelikleri %18 nikel ve çok düşük karbon içerir, bu da onların olağanüstü mukavemetini sağlar — 1400'den 2400 MPa'ya kadar akma mukavemetlerine ulaşılabilir - Yaşlandırma ısıl işlemi sırasında intermetalik bileşiklerin çökelmesinden. Dövme maraging çeliği bileşenler, havacılık roket motoru kasalarında, uçak durdurma donanımlarında ve ultra yüksek mukavemetli takımlarda kullanılır. Güçlerine rağmen oldukça sağlam kalırlar ve nispeten yumuşak bir durumdayken yaşlanmadan önce işlenebilirler.
Çelik Dövme Prosesi Çelik Cinsine Göre Malzeme Özelliklerini Nasıl Etkiler?
Dövme işleminin kendisi (açık kalıp, kapalı kalıp, halka haddeleme veya izotermal dövme) her çelik türüyle farklı şekilde etkileşime girer. Bu etkileşimleri anlamak, malzeme seçimi ile süreç seçiminin neden ayrılamayacağını açıklamaya yardımcı olur.
Kapalı kalıp çeliği dövme işleminde, sınırlı bir kütüğe yüksek deformasyon kuvvetleri uygulanarak bileşen geometrisini takip eden sürekli bir tane akışına sahip net şekle yakın parçalar üretilir. Bu tane akışı, dövme parçaların işlenmiş çubuk stoğu veya dökümlere göre sahip olduğu yorulma ve darbe direnci avantajından sorumludur. Çubuk stoğundan işlenmiş bir bağlantı çubuğu, işlenmiş her yüzeyde tahıl akışını keser; dövme bir biyel kolu, uçtan uca kesintisiz tahıl devamlılığını korur.
Dövme sıcaklığı aralığı çelik türleri arasında önemli ölçüde farklılık gösterir:
- Karbon ve düşük alaşımlı çelikler: Sıcak dövme için genellikle 1100°C – 1250°C
- Paslanmaz çelikler (östenitik): 1100°C – 1200°C, hassasiyeti önlemek için daha yavaş soğutmayla
- Takım çelikleri: 1010°C – 1150°C, fırında veya izolasyon ortamında zorunlu yavaş soğutma ile
- Maraging çelikleri: 1100°C – 1200°C, 480°C'de 3–6 saat dövüldükten sonra yaşlandırma
- Dubleks paslanmaz: 1100°C – 1180°C, ardından faz dengesini korumak için suyla söndürme yapılır
Yaklaşık 650°C ile 950°C arasında gerçekleştirilen sıcak dövme, soğuk dövmenin ciddi baskı kuvveti talepleri olmadan, sıcak dövmenin elde edebileceğinden daha sıkı boyut toleranslarının gerekli olduğu orta karbonlu çelikler ve mikro alaşımlı kaliteler için ilgi kazanıyor. Tipik olarak düşük karbonlu kaliteler için kullanılan çeliğin soğuk dövülmesi, en iyi yüzey kalitesini ve boyutsal hassasiyeti sağlar ancak önemli ölçüde daha yüksek dövme basınçları gerektirir.
Doğru Çelik Dövme Kalitesinin Seçilmesi: Pratik Bir Çerçeve
Doğru dövme çeliği kalitesinin seçilmesi, birbiriyle yarışan birçok faktörün dengelenmesini gerektirir. Tek bir kalite tüm özellikleri aynı anda optimize edemez. Aşağıdaki çerçeve endüstriyel uygulamalarla en alakalı karar değişkenlerini içermektedir:
- Mekanik gereksinimler: Minimum akma mukavemetini, sertliği, darbe enerjisini (Charpy değerleri) ve yorulma ömrünü tanımlayın. Bu, kategoriyi hemen daraltır; 1200 MPa akma dayanımına ihtiyacınız varsa, karbon çeliği elenir; 400 MPa yeterli ise alaşımlı çelik gereksiz maliyettir.
- Çevresel maruziyet: Klorür ortamları, kaplanmadığı sürece karbon ve düşük alaşımlı çeliklerin çoğunu ortadan kaldırır. Yüksek çalışma sıcaklığı, karbon çeliğinin yaklaşık 400°C'nin üzerinde olmasını dışlar ve krom içeren sürünmeye dirençli kaliteler gerektirir.
- Bölüm boyutu ve sertleşebilirlik: Kritik hizmetlerde büyük kesitli dövme parçalar (100 mm'nin üzerinde çap), kesit boyunca tek tip özellikler elde etmek için yeterli sertleşebilirliğe sahip alaşımlı çelik kalitelerine ihtiyaç duyar. Karbon çeliği kalın kesitlerde sert bir kasaya ve yumuşak bir çekirdeğe sahip olacaktır.
- İşlenebilirlik ve sonraki işlemler: Dövmeyi kapsamlı işleme takip ederse, serbest işleme özellikleri için ilave kükürt içeren kaliteler, enine tokluktan bir miktar fedakarlık etse de çevrim süresini azaltır.
- Hacim ve maliyet: Çok yüksek üretim hacimleri için, dövme sonrası ısıl işlemi ortadan kaldıran mikro alaşımlı kaliteler, önemli maliyet düşüşleri sunar. Küçük parti özel parçalar için ısıl işlem maliyeti, toplam parça maliyetinin daha küçük bir kısmıdır, dolayısıyla yüksek performanslı alaşım kaliteleri daha uygundur.
Uygulamada çoğu mühendis, belirli hizmet kategorileri için izin verilen malzemeleri belirleyen ASME, EN 10250 veya ASTM A668 gibi geçerli tasarım kodlarını takip eder. Bu kodlar, seçimi, onlarca yıllık saha deneyimi ve standart testlerle ilgili hizmet koşulları için doğrulanmış, nitelikli çelik dövme kalitelerinin kısa bir listesiyle daraltır.
Sektöre Özel Çelik Dövme Kalitesi Kullanımı
Farklı sektörler, onlarca yıllık performans verilerine ve düzenleyici gerekliliklere dayanarak tercih edilen çelik dövme malzemeleri üzerinde birleşti. Bu endüstri normlarını anlamak, spesifikasyon çalışması için pratik bir başlangıç noktası sağlar.
Otomotiv Dövme Çelik
Otomotiv sektörü dünya çapında en büyük miktarda dövme çelik tüketmektedir. Binek otomobillerdeki krank milleri ağırlıklı olarak orta karbonlu mikro alaşımlı çeliklerden (38MnVS6) veya 1045 su verme ve temperleme çeliğinden dövülmektedir. Ağır kamyon krank milleri, daha yüksek spesifik çıkışlarda üstün yorulma performansları için 4340 veya benzeri nikel-krom-molibden alaşımlı çelikler kullanır. Bağlantı çubukları, C70S6 yüksek karbonlu çeliğin kullanıldığı kırık parçalı tasarımlara önemli ölçüde geçiş yaptı; bu, dövme işleminden sonra kapağın kırılmasına ve ardından olağanüstü bir hassasiyetle yeniden birleştirilmesine olanak tanıyor — İşleme operasyonlarını ortadan kaldırır ve biyel kolu üretim maliyetini yaklaşık %15-20 oranında azaltır Geleneksel frezeleme ve taşlamayla karşılaştırıldığında.
Petrol ve Gaz Çelik Dövmeleri
Hidrojen sülfürün mevcut olduğu ekşi hizmet ortamları, dövme çeliğine özellikle katı talepler getirir. NACE MR0175/ISO 15156, ekşi servis için malzeme seçimini yönetir ve sülfit stres çatlamasını önlemek için çoğu karbon ve düşük alaşımlı çelik için sertliği maksimum 22 HRC ile sınırlar. F22 (2.25Cr-1Mo) ve F5 (5Cr-0.5Mo), yüksek sıcaklık, yüksek basınçlı kuyu başı ve boru hattı uygulamalarındaki valf gövdeleri ve flanşlar için standart alaşım dövme kaliteleridir.
Havacılık ve Uzay Çelik Dövmeleri
İniş takımı bileşenleri, yapısal olarak en zorlu çelik dövme parçalar arasındadır. 300M çeliği (silikon ve vanadyum ilaveleriyle değiştirilmiş bir 4340), 1930 MPa veya daha yüksek çekme mukavemetlerine ulaşan baskın iniş takımı malzemesidir. AerMet 100 ve diğer ultra yüksek dayanımlı çelikler, daha önceki yüksek dayanımlı kalitelere kıyasla kırılma dayanıklılığını artırırken, çekme dayanımını 1965 MPa'nın üzerine çıkarır. Her havacılık-uzay dövme işlemi %100 ultrasonik teste ve sıklıkla manyetik parçacık muayenesine tabi tutulur; bu testte, eriyik ısısının izlenebilirliği ve dövme lotu gerekir.
Enerji Üretimi ve Nükleer Dövmeler
Büyük türbin rotor dövme parçalarının ağırlığı 5 ila 200 ton arasındadır ve 26NiCrMoV11-5 veya 30CrMoNiV5-11 gibi düşük alaşımlı çeliklerden üretilir. Bu dövme parçalar, türbinin çalışma sıcaklığında yüksek darbe dayanıklılığı sağlamak için sıkı bir şekilde kontrol edilen kükürt ve fosfor seviyelerini (tipik olarak her biri %0,005'in altında) gerektirir. Nükleer reaktör basınçlı kap dövme parçaları, uzun bir düzenleyici doğrulama geçmişine ve nükleer güvenlik yasalarının gerektirdiği kapsamlı Charpy ve kırılma tokluğu belgelerine sahip bir kalite olan A508 Sınıf 3'ü (Avrupa standartlarında 20MnMoNi4-5'e eşdeğer) kullanır.
Dövme Çelikler İçin Kalite Standartları ve Testler
Çelik dövme kalitesinden bağımsız olarak kalite güvencesi, uluslararası standartlar tarafından yönetilen tutarlı bir modeli izler. Çelik dövme için en çok başvurulan standartlar arasında ASTM A668 (genel alaşımlı çelik dövmeler), ASTM A182 (alaşımlı çelik flanşlar ve bağlantı parçaları), EN 10250 (genel mühendislik için açık kalıplı çelik dövmeler) ve API 6A (kuyu başı ve yılbaşı ağacı ekipmanı) yer alır.
Dövme çelik bileşenler için standart kalite kontrolleri şunları içerir:
- Mekanik testler: Çekme, akma, uzama, alanın azalması ve Charpy etkisi (bazı kriyojenik uygulamalarda -196°C'ye kadar belirtilen sıcaklıklarda)
- Sertlik doğrulaması: Brinell sertliği (HBW) temsili kesitlerde kontrol edilir ve bazen sertlik tam sertleşmeyi doğrulamak için çapraz geçiş yapar
- Ultrasonik test (UT): Spesifikasyona bağlı olarak tipik olarak FBH 2 mm ila FBH 6 mm arasında değişen eşdeğer düz tabanlı delik boyutlarına atıfta bulunan kabul kriterleri ile yüzey altı kusurları için %100 hacimsel muayene
- Kimyasal bileşim doğrulaması: Genellikle artık elementler üzerinde temel standardın gerektirdiğinden daha katı sınırlamalar içeren, derece uygunluğunu doğrulamak için pota ve ürün analizi
- Makro ve mikro inceleme: Tane akışını, ayrışmayı ve iç sağlamlığı ortaya çıkarmak için kesit gravür; tane boyutu ve mikro yapı onayı için metalografik inceleme
Isıl işlemden sonra ultrasonik testi geçemeyen dövme parçaların hurdaya çıkarılması veya yeniden işlenmesi gerekir; katı dövmede iç kusurlar için onarım seçeneği yoktur. Bu, özellikle enerji ve savunma uygulamalarına yönelik büyük alaşımlı çelik dövmelerde, kabul edilebilir verimler elde etmek için temiz, vakumla gazı giderilmiş çelik kütüklerin seçimini ve dövme sırasında dikkatli proses kontrolünü kritik hale getirir.