Alaşımlı çelik, sade karbon çeliğinden önemli ölçüde daha güçlüdür. Alaşımlı çeliğin çekme mukavemeti, kaliteye ve ısıl işlem koşuluna bağlı olarak 600 MPa'dan 1900 MPa'ya kadar yaklaşık 415 MPa'dan 1600 MPa'ya veya daha yüksek akma mukavemetlerine sahiptir. Alaşımlı çelik dövme olarak üretildiğinde bu değerler, dövme işleminin oluşturduğu tanecik incelmesi ve yönlü fiber yapısıyla daha da güçlendirilir; aynı alaşımın döküm veya haddelenmiş formda olmasıyla karşılaştırıldığında tipik olarak %10-30 daha iyi yorulma mukavemeti sağlar.
"Alaşımlı çelik" kelimesi geniş bir çelik ailesini kapsar. Bunları birleştiren şey, standart karbon çeliğinin içerdiği seviyelerin üzerindeki seviyelerde alaşım elementlerinin (krom, molibden, nikel, vanadyum, manganez, silikon veya bunların kombinasyonları) kasıtlı olarak eklenmesidir. Her ekleme belirli bir amaca hizmet eder: Krom sertleşebilirliği ve korozyon direncini arttırır, molibden yüksek sıcaklıktaki mukavemeti artırır ve temper kırılganlığını önler, nikel düşük sıcaklıklarda tokluğu artırır ve vanadyum aşınma direncini arttırırken tane boyutunu inceltir. Kombine etki, daha yüksek hammadde fiyatı ve daha zorlu ısıl işlem gereklilikleri pahasına, hemen hemen her mekanik kategoride karbon çeliğinden daha iyi performans gösteren bir malzemedir.
Alaşımlı Çelik Mukavemet Rakamları: Veriler Aslında Neyi Gösteriyor?
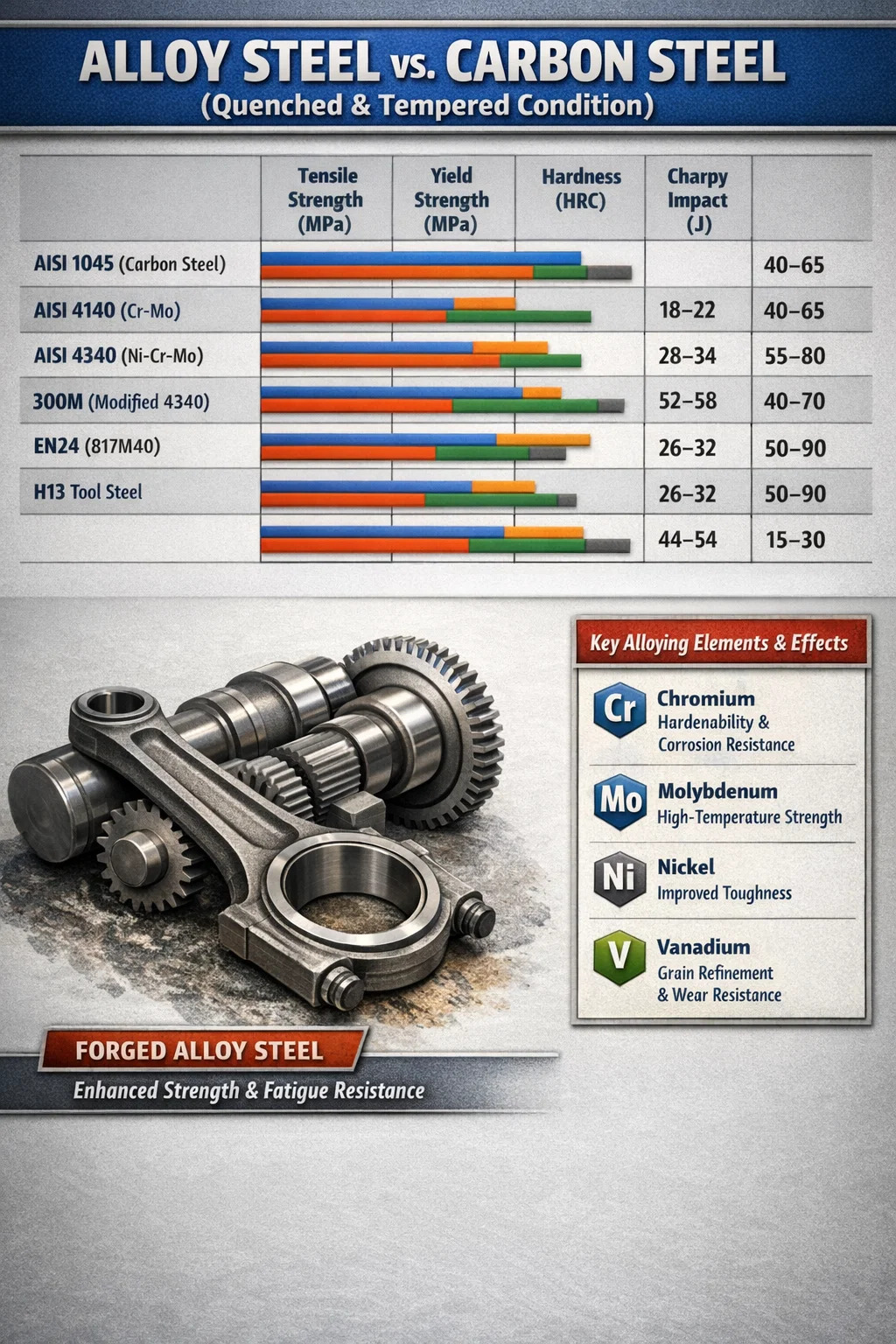
Alaşımlı çeliklerin mekanik özellik verileri kaliteye, kesit boyutuna ve ısıl işlem durumuna bağlı olarak büyük ölçüde değişiklik gösterir. Aşağıdaki tablo, bağlam için bir referans karbon çeliğiyle birlikte, yaygın olarak kullanılan çeşitli alaşımlı çelik kalitelerini tipik ısıl işlem koşullarında karşılaştırmaktadır.
| Sınıf | Çekme Dayanımı (MPa) | Akma Dayanımı (MPa) | Sertlik (HRC) | Charpy Etkisi (J) |
|---|---|---|---|---|
| AISI 1045 (karbon çeliği, Q&T) | 570–700 | 380–520 | 18–22 | 40–65 |
| AISI 4140 (Cr-Mo, Q&T) | 900–1100 | 655–965 | 28–34 | 55–80 |
| AISI 4340 (Ni-Cr-Mo, Q&T) | 1100–1450 | 980–1380 | 35–44 | 40–70 |
| 300M (modifiye 4340) | 1930–2000 | 1585–1655 | 52–58 | 34–54 |
| EN24 (817M40, Ni-Cr-Mo) | 850–1000 | 700–850 | 26–32 | 50–90 |
| H13 takım çeliği (sıcak iş) | 1200–1600 | 1000–1380 | 44–54 | 15–30 |
Bu rakamlar 100 mm'nin altındaki standart çubuk veya dövme kesitleri içindir. Daha büyük bölümler daha düşük özellikler gösterecektir çünkü sertleşebilirlik, mikro yapının kalın malzeme boyunca ne kadar düzgün bir şekilde geliştiğini sınırlar; bu, özellikle karbon çeliğinde belirgin olan ve 4340 gibi yüksek alaşımlı kalitelerde daha az ciddi olan bir faktördür.
neden Alaşımlı Çelik Dövülerek Dökme veya Haddelenmiş Alaşımlı Çelikten Daha Güçlüdür
Dövme işlemi, ne dökümün ne de haddelemenin tam olarak kopyalayamayacağı bir şey yapar: çeliği sıcakken kontrollü plastik deformasyona zorlar, bu da iç gözenekliliği kapatır, tane boyutunu iyileştirir ve bitmiş parçanın geometrisini takip eden sürekli bir tane akışı yaratır. Alaşımlı çelik dövmelerde bu kombinasyon, aynı alaşımın diğer ürün formlarında elde ettiğini aşan mekanik özellikler üretir.
Pratik fark ölçülebilir. Dövme ve dökme 4340 alaşımlı çelik arasında yayınlanmış karşılaştırmalar, dövme versiyonun tipik olarak aşağıdakileri başardığını göstermektedir:
- Döngüsel yükleme altında %20–30 daha yüksek yorulma mukavemeti
- %15–25 daha iyi darbe direnci (Charpy'nin emdiği enerji)
- Çekme testinde geliştirilmiş süneklik ve alanın azaltılması
- Aynı parçanın farklı yerlerinden alınan test parçaları arasında daha fazla tutarlılık
Tane akışı avantajı, alternatif veya şok yükleme altındaki bileşenler için özellikle önemlidir. Dövme alaşımlı çelik biyel kolu veya krank mili, tam olarak yorulma çatlaklarının başladığı yerde, dolgu yarıçapları boyunca kesintisiz tane akışına sahiptir. Bir döküm eşdeğeri, bu kritik konumlarda rastgele tane yönelimine sahiptir; bu nedenle otomotiv ve havacılık mühendisleri, yüksek çevrimli yorulma uygulamaları için döküm yerine alaşımlı çelik dövmeyi tercih etmektedir.
Kapalı kalıp alaşımlı çelik dövmeler, ASTM A668, EN 10250 ve AMS standartlarında belirtilen minimum mekanik özellik sınırlarını tutarlı bir şekilde karşılar veya aşar; nominal olarak aynı bileşimlere sahip dökümler ise genellikle tasarım sınırları içinde kalmak için kalitenin düşürülmesini veya güvenlik faktörü ayarlamalarını gerektirir.
Alaşımlı Çelik Mukavemetinde Alaşım Elementlerinin Rolü
Çelikteki her alaşım elementi, farklı metalurjik mekanizmalar yoluyla mukavemeti etkiler. Bu mekanizmaları anlamak, belirli alaşım kombinasyonlarının belirli mukavemet hedefleri için neden kullanıldığını açıklamaktadır.
Krom (Cr)
Alaşımlı çeliklere %0,5 ile %18 arasında değişen konsantrasyonlarda krom eklenir (üst aralık paslanmaz çelik bölgesidir). Yapısal ve dövme alaşımlı çeliklerde %0,5-1,5 krom, sertleşebilirliği önemli ölçüde artırır; bu da çeliğin su verme sonrasında daha büyük kesit boyutlarında tamamen sertleştirilebileceği anlamına gelir. Aynı zamanda aşınma direncini artıran ve çeliğin tavlama direncini yükselten kararlı karbürler oluşturur; bu, çok fazla güç kaybı olmadan tokluk gereksinimlerini karşılamak için dövme parçasının daha yüksek sıcaklıklarda tavlanacağı durumlarda kritik öneme sahiptir.
Molibden (Mo)
Molibden eklenen birim ağırlık başına en etkili sertleşebilirlik maddelerinden biridir. %0,15-0,30 Mo bile TTT (zaman-sıcaklık-dönüşüm) diyagramında önemli bir değişime neden olur ve büyük alaşımlı çelik dövmelerde daha yavaş soğutma hızlarının hala tam martensit dönüşümü elde etmesine olanak tanır. Molibden aynı zamanda 375-575°C aralığında temperlenen Ni-Cr çeliklerini etkileyen bir tür tane sınırı zayıflaması olan temper kırılganlığını da bastırır ve 4140 ve 4340 gibi Mo-rulman kalitelerini ağır profil uygulamaları için daha güvenilir hale getirir.
Nikel (Ni)
Nikel, çoğu karbon ve düşük alaşımlı çeliğin kırılgan hale geldiği sıfırın altındaki sıcaklıklar da dahil olmak üzere geniş bir sıcaklık aralığında tokluğu artırır. %9 nikelli bir çelik için sünek kırılmadan kırılgan kırılmaya (DBTT) geçiş -196°C'nin altına itilebilir, bu nedenle kriyojenik basınçlı kaplar ve LNG depolama için nikel alaşımlı çelikler tercih edilir. 4340'ta bulunan %1,8 Ni seviyesinde, birincil fayda, akma mukavemetinden ödün vermeden geliştirilmiş kırılma dayanıklılığıdır; bu, 4340 alaşımlı çelik dövme parçalarını uçak iniş takımı, mühimmat ve yüksek performanslı aktarma organları bileşenleri için standart bir seçim haline getiren bir kombinasyondur.
Vanadyum (V)
Vanadyum güçlü bir tane inceltici ve karbür oluşturucudur. %0,05-0,15 gibi düşük konsantrasyonlarda, ısıtma sırasında ostenit tane sınırlarını sabitler ve ısıl işlemden sonra daha ince bir tane boyutu üretir. Daha ince taneler, daha yüksek akma dayanımı (Hall-Petch ilişkisi) ve aynı anda gelişmiş tokluk anlamına gelir; bu nadir bir kombinasyondur. Vanadyum, mikro alaşımlı dövme çeliklerinin (38MnVS6 gibi) tasarımında merkezi bir rol oynar; burada kontrollü soğutma sırasında çökeltme sertleşmesi sağlanır ve alaşımın ayrı bir su verme ve temperleme döngüsü olmadan mukavemet gereksinimlerini karşılamasını sağlar.
Manganez (Mn)
Manganez tüm alaşımlı çeliklerde bulunur ancak katı çözelti güçlendirme yoluyla sertleşebilirliği ve çekme mukavemetini arttırmak için karbon çeliği taban çizgisinin üzerine çıkarılır (alaşım kalitelerinde tipik olarak %0,6-1,8 Mn). Ayrıca işlenebilirlik açısından faydalı olan MnS kalıntıları oluşturmak için kükürt ile birleşir. Çok yüksek manganez seviyeleri (%12'nin üzerinde), son derece hızlı bir şekilde sertleşen östenitik çelikler oluşturur; bu, hassas alaşımlı çelik dövmeler yerine aşınma plakalarında ve kırıcı parçalarında kullanılan tamamen farklı bir özellik profilidir.
Isıl İşlem, Alaşımlı Çelik Dövmelerde Nihai Mukavemeti Nasıl Belirler?
Dövme durumu, yapısal hizmette kullanılan alaşımlı çelik dövme parçalarının son durumu nadiren olur. Dövme sonrası ısıl işlem nihai mikro yapıyı ve bununla birlikte mukavemet, sertlik ve tokluk arasındaki dengeyi kontrol eder. Aynı 4140 dövme, tamamen belirtilen dövme sonrası ısıl işleme bağlı olarak, 700 MPa (tavlanmış) ila 1400 MPa (tamamen sertleştirilmiş ve düşük sıcaklıkta temperlenmiş) arasında değişen çekme mukavemetlerinde teslim edilebilir.
Söndürme ve Öfke (Q&T)
Bu, alaşımlı çelik dövmeler için en yaygın ısıl işlemdir. Dövme östenitlenir (tipik olarak 4140 için 830–870°C, 4340 için 800–845°C), martensit oluşturmak için yağ veya suda söndürülür, ardından 150°C ile 650°C arasında kontrollü bir sıcaklıkta temperlenir. Temperleme sıcaklığı nihai mukavemeti kontrol eden birincil değişkendir: 200°C'de temperleme maksimum sertlik sağlar ancak darbe dayanıklılığı zayıftır; 600°C'de temperleme mukavemetten bir miktar ödün verir ancak mükemmel tokluk üretir. 315°C'de temperlenen 4340 dövme yaklaşık 1650 MPa çekme mukavemetine ulaşır; 595°C'de temperlenen aynı dövme yaklaşık 1000 MPa'ya düşer ancak üç kattan daha fazla darbe enerjisi değerleri sağlar.
Normalleştirme ve Temperleme
Normalleştirme - söndürme yerine östenitleştirme sıcaklığından havanın soğutulması - Q&T'ye göre daha düşük mukavemete sahip ancak büyük kesitler boyunca daha tekdüze özelliklere sahip perlitik veya beynitik bir mikro yapı üretir. Tamamen sertleşmenin fiziksel olarak imkansız olduğu türbin şaftları veya basınçlı kap flanşları gibi çok büyük alaşımlı çelik dövmeler için, normalleştirme ve temperleme standart ısıl işlemdir ve ağır bölümlerde 4140 gibi kaliteler için 700-900 MPa aralığında çekme mukavemetlerine ulaşır.
Yağış Sertleşmesi ve Yaşlandırma
Belirli alaşımlı çelikler (özellikle maryaşlama çelikleri ve çökeltmeyle sertleşen paslanmaz kaliteler) olağanüstü mukavemetlerine martensit oluşumu yoluyla değil, 480-510°C'de kontrollü bir yaşlandırma işlemi sırasında ince intermetalik bileşiklerin çökeltilmesiyle ulaşır. Maraging 350 alaşımlı çelik dövmeler, bu mekanizma sayesinde 2400 MPa'lık akma mukavemetlerine ulaşabilir; bu, ticari ölçekte üretilen ve yapısal uygulamalarda kullanılan herhangi bir çelik üründe elde edilebilecek en yüksek mukavemet aralığı olmaya devam eder.
Alaşımlı Çelik Mukavemeti ve Diğer Malzemeler: Doğrudan Karşılaştırmalar
Alaşımlı çeliğin mukavemetini diğer yapısal malzemelerle bağlam içinde yerleştirmek, titanyum alaşımlarının, alüminyum alaşımlarının ve gelişmiş kompozitlerin varlığına rağmen zorlu dövme uygulamalarında neden baskın seçim olarak kaldığını açıklamaya yardımcı olur.
| Malzeme | Çekme Dayanımı (MPa) | Akma Dayanımı (MPa) | Yoğunluk (g/cm³) | Özgül Dayanım (MPa·cm³/g) |
|---|---|---|---|---|
| Alaşımlı çelik 4340 (Q&T) | 1100–1450 | 980–1380 | 7.85 | 140–185 |
| Karbon çeliği 1045 (Q&T) | 570–700 | 380–520 | 7.85 | 73–89 |
| Titanyum Ti-6Al-4V (dövme) | 930–1170 | 880–1100 | 4.43 | 210–264 |
| Alüminyum 7075-T6 (dövme) | 500–570 | 430–500 | 2.81 | 178–203 |
| Gri dökme demir | 170–250 | Yok (kırılgan) | 7.20 | 24–35 |
Mutlak güç temelinde, alaşımlı çelik dövmeler titanyumla rekabet edebilir ve alüminyum ve dökme demiri çok aşabilir. Belirli bir dayanım bazında (birim ağırlık başına dayanım), titanyum ve yüksek dayanımlı alüminyum alaşımlı çeliğe göre daha iyi performans gösterir; bu nedenle havacılık tasarımlarında ağırlığın birincil faktör olduğu titanyum kullanılır. Ancak, alaşımlı çelik dövmeler, titanyumun ölçekte karşılayamayacağı birim güç başına maliyet avantajı sunar ve daha yüksek elastik modülleri (titanyum için 114 GPa'ya karşı 200 GPa) yük altında daha az sapma anlamına gelir; bu, hassas makineler, dişliler ve stres altında boyutsal stabilitenin önemli olduğu herhangi bir uygulama için kritik öneme sahiptir.
Alaşımlı Çelik Dövme Mukavemeti Üzerinde Kesit Boyutunun Etkileri
Alaşımlı çelik mukavemetinin pratikte en önemli ve yeterince takdir edilmeyen yönlerinden biri, artan kesit boyutuyla birlikte nasıl bozulduğudur. Sertleşebilirlik (bir çeliğin kesiti boyunca tam martensite kadar sertleşebilme yeteneği), gerçek bir bileşende teorik maksimum mukavemetin ne kadarına gerçekte ulaşılabileceğini belirler.
Karbon çeliği 1045 çok sınırlı sertleşebilirliğe sahiptir. 25 mm çapındaki bir çubukta, suda söndürme neredeyse tamamen martensitik bir mikro yapı ve neredeyse maksimum dayanıma yakın bir yapı oluşturur. 100 mm çaplı bir çubukta çekirdek, martenzite dönüşemeyecek kadar yavaş soğur ve çekme mukavemeti yüzeyden %30-40 daha düşük olan kaba perlit olarak kalır. 200 mm çapında, 1045 barın yüzeyi bile tam olarak sertleştirilmemiş olabilir.
4140 alaşımlı çelik, krom ve molibden ilaveleriyle önemli ölçüde daha iyi sertleşebilirlik sağlar. Yağ söndürmede yaklaşık 75 mm çapa kadar düzgün martensite kadar sertleştirme elde edilebilir. 4340, ilave nikel içeriğiyle, yağ söndürmede bunu 100 mm veya ötesine kadar genişletir. Kritik kesitte 200 mm'nin üzerindeki alaşımlı çelik dövmelerde, yalnızca yüzeye yakın yerde değil, kesit boyunca minimum akma dayanımı spesifikasyonlarının karşılanmasını sağlamak için büyük kesitler için özel olarak tasarlanmış kaliteler (26NiCrMoV14-5 veya 34CrNiMo6 gibi) gereklidir.
Türbin rotorları, ağır krank milleri veya reaktör basınçlı kaplar için büyük alaşımlı çelik dövmelerin daha küçük bileşenlere göre farklı malzeme sınıfları kullanmasının nedeni budur: alaşımlama, çapı 500 mm veya daha fazla olabilecek bir dövmenin merkez hattına kadar sertleştirme özelliklerini taşıyacak kadar yeterli olmalıdır.
Alaşımlı Çelik Dövme Parçaların Yorulma Dayanımı: Döngüsel Yükleme Gerçeği
Statik çekme ve akma mukavemeti önemli olan tek ölçü değildir. Hizmetteki yapısal arızaların çoğu, tek bir aşırı yükten değil, yorulmadan kaynaklanır; yani statik akma noktasının çok altında tekrarlanan çevrimsel yükler altında çatlakların giderek büyümesi. Burası alaşımlı çelik dövmelerin, basit çekme mukavemeti sayılarının yakalayamadığı avantajları gösterdiği yerdir.
Yorulma mukavemeti (bir malzemenin kırılmadan 10⁷ döngü boyunca dayanabileceği gerilim genliği), yaklaşık 1400 MPa gerilmeye kadar olan çelikler için çekme mukavemeti ile genel bir ilişkiyi takip eder: yorulma sınırı, çekme mukavemetinin kabaca 0,45-0,50 katıdır. Bu, 1000 MPa çekme dayanımına sahip 4140 alaşımlı çelik dövmenin yaklaşık 450-500 MPa dayanıklılık sınırına sahip olduğu anlamına gelir; bu, 600 MPa çekme dayanımına sahip 1045 karbonlu çelik dövmenin kabaca iki katıdır.
1400 MPa çekme mukavemetinin üzerinde bu basit oran bozulur. Yüksek mukavemetli alaşımlı çelik dövme parçalar, yüzey kaplamasına, artık gerilimlere ve mikro yapısal temizliğe karşı giderek daha hassas hale gelir. 1600 MPa'da işlenmiş yüzey kaplamalı 4340 dövmenin gerçek yorulma sınırı cilalı bir numuneye göre çok daha düşüktür, çünkü yüzeydeki çizikler stres yoğunlaştırıcı görevi görür. Havacılık ve uzay ve motor sporlarına yönelik yüksek performanslı alaşımlı çelik dövme parçaların işleme sonrasında bilyeli dövülmesinin nedeni budur; bilyeli dövmenin neden olduğu artık basınç gerilimi tabakası, temsili yükleme koşulları altında yorulma ömrünü 2-4 kat artırabilir.
Kontrollü dövme uygulaması, ince taneli ısıl işlem ve yüzey dövmenin kombinasyonu, 4340 alaşımlı çelik dövmenin etkin yorulma mukavemetini 700-800 MPa'ya çıkarabilir. — tahıl akışının keyfi olduğu ve yüzey sıkıştırma katmanlarının bulunmadığı, işlenmiş kütük yerine dövme bileşenler için otomotiv ve havacılık tercihini yönlendiren bir değer.
Anahtar Alaşımlı Çelik Dövme Kaliteleri ve Mukavemet Profilleri
En sık belirtilen alaşımlı çelik dövme kalitelerinin pratik dayanım sınırlarını anlamak, mühendislere ilk malzeme seçimi için çalışma referansı sağlar.
AISI 4140: Genel Amaçlı İş Makinası
4140 (%0,38–0,43 C, %0,8–1,1 Cr, %0,15–0,25 Mo), genel endüstriyel ve petrol ve gaz uygulamalarında en yaygın kullanılan alaşımlı çelik dövme kalitesidir. Q&T durumunda, çoğu mekanik uygulama için yeterli toklukla birlikte 900-1100 MPa çekme mukavemeti sağlar. Matkap yakaları, takım bağlantıları, kaplin manşonları, flanşlar ve orta hizmet şaftları için varsayılan malzemedir. Önceden sertleştirilmiş durumda (28–34 HRC) mükemmel işlenebilirliği, onu işleme sonrası ısıl işlem kapasitesi olmayan atölyeler için pratik kılar.
AISI 4340: Yüksek Mukavemetli Yapısal Uygulamalar
4340 (%0,38–0,43 C, %1,65–2,00 Ni, %0,70–0,90 Cr, %0,20–0,30 Mo), mukavemet ve tokluk açısından 4140'ın üzerindeki adımı işgal eder. Nikel ilavesi temel farklılaştırıcıdır: sertleşebilirliği daha büyük bölümlere kadar genişletir ve düşük sıcaklıktaki tokluğu önemli ölçüde artırır. 4340 alaşımlı çelik dövmeler, uçak iniş takımları (tipik olarak MIL-S-5000'e göre 1930 MPa gerilmede), büyük dizel motorlardaki ağır hizmet krank milleri ve yüksek performanslı aks milleri için standart malzemedir. Derin sertleşebilirliği, tam mekanik özelliklerin gerekli olduğu 75 mm kesitin üzerindeki dövme parçalar için kabul edilebilir minimum kalite olmasını sağlar.
300M: Havacılık ve Uzay Ultra Yüksek Mukavemet
300M esas olarak %1,45–1,80 silikon ve %0,05–0,10 vanadyum ile modifiye edilmiş 4340'tır. Silikon ilavesi, temperleme sırasında martensitin yumuşamasını geciktirerek çeliğin 1930 MPa'nın üzerinde çekme mukavemetlerine ulaşmasını sağlarken, 60 MPa√m'nin üzerinde kırılma tokluğu değerlerini korur; bu, 4340'ın aynı mukavemet seviyesinde elde edemeyeceği bir kombinasyondur. 1960'lardan bu yana üretilen neredeyse her ticari ve askeri uçak iniş takımı aksı, 300M alaşımlı çelik dövmedir. Güvenlik açısından kritik olan bu uygulamadaki yorulma ve kırılmaya karşı dayanıklılık özellikleri, onlarca yıldır süren rakip malzeme geliştirme çalışmalarına rağmen onu neredeyse yeri doldurulamaz hale getirdi.
EN36 ve EN39: Sementasyonlu Alaşımlı Çelikler
Bu nikel-krom karbürleme kaliteleri, çok sert, aşınmaya dayanıklı bir yüzeyin (60-64 HRC) sağlam, darbeye dayanıklı bir çekirdekle bir arada bulunması gereken alaşımlı çelik dövmelerde kullanılır. Dövme işleminden sonra karbürleme veya karbonitrasyon, yüzeye 0,5-2,0 mm derinliğe kadar karbon ekler. Sonuç, sert çekirdek aracılığıyla şok yüklerini emen ve temas yorgunluğuna ve yüzeydeki aşınmaya direnen bir bileşendir; güç aktarımı ve madencilik ekipmanlarındaki ağır iş dişlileri, eksantrik milleri ve kanallı millerin gerektirdiği tam kombinasyon.
H13 ve H11: Sıcak İş Takım Çeliği Dövmeleri
H13 (%5 Cr, %1,5 Mo, %1 V) sıcak iş takımlarının küresel standardıdır. H13, çubuk stok yerine dövme olarak üretildiğinde, yapısal alaşımlı çelikler için açıklanan aynı tane akışı ve yoğunluk avantajlarından yararlanır. Alüminyum basınçlı döküm için dövülmüş H13 kalıp uçları, belgelenmiş üretim karşılaştırmalarında çubuktan işlenmiş alternatiflere göre %20-40 daha uzun hizmet ömrüne ulaşıyor; bunun nedeni, dövmenin mikro gözenekliliği kapatması ve karbür dağılımını daha uygun şekilde hizalamasıdır. Hizmetteki H13 sertliği tipik olarak 44-50 HRC'dir ve oda sıcaklığında 1600 MPa'nın üzerinde basınç akma dayanımı sağlar, 600°C'de 600 MPa'nın üzerinde tutulur.
Alaşımlı Çelik Dövme Mukavemetinin Test Edilmesi ve Doğrulanması
Alaşımlı çelik dövmelere yönelik mukavemet iddiaları, çoğu kritik uygulamada yalnızca malzeme sertifikalarına dayanarak kabul edilmez. Üretimdeki dövme parçalardan veya dövmeye eklenen temsili uzatmalardan alınan test kuponlarının fiziksel testi çoğu satın alma standardı tarafından zorunlu kılınmaktadır.
Alaşımlı çelik dövmelere yönelik standart yeterlilik testleri şunları içerir:
- Oda sıcaklığında çekme testi: Nihai gerilme mukavemetini, %0,2 dayanıklılık (akma) mukavemetini, uzama yüzdesini ve alan azalmasını yüzde olarak ölçer. Bu dört değer statik mekanik tepkiyi tam olarak karakterize eder.
- Charpy V-çentik darbe testi: Belirtilen sıcaklıkta (uygulamaya bağlı olarak genellikle 0°C, -20°C veya -40°C) gerçekleştirilen bu ölçüm, emilen enerjiyi Joule cinsinden ölçer ve malzemenin kırılgan geçiş bölgesinde çalışmadığını doğrular.
- Brinell veya Rockwell sertliği: Tahribatlı testlerden önce dövme parçaları taramak ve bir parti genelinde ısıl işlem tekdüzeliğini doğrulamak için kullanılan çekme mukavemetinin hızlı, tahribatsız bir göstergesi (çelikler için 1 HBW ≈ 3,5 MPa çekme).
- Ultrasonik test (UT): Etkin yük taşıma kesitini azaltacak iç kusurları tespit etmek için hacimsel muayene. ASTM A388 veya EN 10228-3'e göre kabul seviyeleri, izin verilen maksimum gösterge boyutunu tanımlar.
- Kırılma tokluğu (K₁c): Havacılık ve nükleer alaşımlı çelik dövme işlemleri için gereklidir. MPa√m cinsinden ifade edilen, bir çatlağın dengesiz bir şekilde yayılacağı gerilim yoğunluğu faktörünü ölçer. 1380 MPa gerilmede 4340 tipik olarak 50–60 MPa√m K₁c'ye ulaşır; Aynı mukavemet seviyesinde 300M, silikon modifikasyonu nedeniyle 65–80 MPa√m'ye ulaşır.
NACE MR0175 tarafından yönetilen petrol ve gaz uygulamalarında, sertlik testi yalnızca bir kalite kontrolü değildir; aynı zamanda bir güvenlik doğrulamasıdır; çünkü 22 HRC'yi (yaklaşık 760 MPa çekme) aşan herhangi bir alaşımlı çelik dövme işlemi, sülfür stres çatlaması riski nedeniyle ekşi hizmet ortamlarında yasaktır. Bu, izin verilen maksimum mukavemetin, mekanik yükleme sınırlarından ziyade çevresel çatlama nedeniyle malzemenin yapabileceğinden daha düşük olduğu durumlardan biridir.
Gerçek Dünya Mukavemet Performansı: Hizmette Alaşımlı Çelik Dövmeler
Laboratuvar mekanik özellik verileri, alaşımlı çelik dövmelerin kontrollü koşullar altında neler başarabileceğini gösterir. Saha hizmetinde olup bitenler genellikle, alaşımlı çelik dövme ürünlerini yüksek talep gören endüstrilerde baskın seçenek haline getiren güç, yorulma direnci ve tokluğun birleşimi hakkında daha eksiksiz bir hikaye anlatır.
Ticari araç güç aktarma organlarında, dövme alaşımlı çelik krank milleri, spesifikasyona göre üretildiğinde hiçbir yorulma arızası olmadan rutin olarak 800.000 km veya daha fazla hizmet biriktirir. Sfero dökme demirden üretilen aynı krank mili geometrisi - yaygın bir maliyet düşürme ikamesi - eşdeğer koşullar altında üçte bir ile yarım kilometre arasında yorulma arızaları gösterir; bu nedenle her ağır kamyon OEM'i, daha yüksek malzeme maliyetine rağmen krank milleri için alaşımlı çelik dövmeler kullanmaya devam etmektedir.
Petrol ve gaz sektöründe, 4140 alaşımlı çelik matkap yaka dövmeleri, dip delik düzeneklerinde birleşik burulma, bükülme ve eksenel yükler altında çalışır ve bir kuyunun ömrü boyunca milyonlarca kez döngü yapar. API Spec 7-1 gerekliliklerini karşılayan uygun şekilde ısıl işleme tabi tutulmuş 4140 dövme parçalar için belgelenen matkap bileziği arıza oranı son derece düşüktür ve meydana gelen arızaların çoğu, doğal malzeme zayıflığından ziyade uygunsuz ısıl işlem, korozyon hasarı veya taşıma hasarından kaynaklanır.
Enerji üretimi sektöründe, buhar türbinleri için büyük, düşük alaşımlı çelik rotor dövme parçaları (tipik olarak 25-100 ton), baz yük enerji santrallerinde sürekli çevrimsel termal ve mekanik yükleme altında 40 yılı aşan hizmet ömrüne sahiptir. Performans rekoru, büyük alaşımlı çelik dövme parçaların dövme tesisinden ayrılmadan önce tabi tutulduğu sıkı bileşim kontrolünün, vakumla gaz gidermenin ve kapsamlı mekanik testlerin doğrudan bir sonucudur. Bu boyut ve ağırlıktaki rotorlar için başka hiçbir üretim rotası aynı güvenilirlik rekoruna ulaşamadı.