Çelik Dövme Nedir ve Süreç Nasıl İşler?
Çelik dövme katı çelik kütüklerin veya çubukların, döküm veya işlenmiş alternatiflere kıyasla üstün mekanik özelliklere sahip parçalar üretmek için çekiçler, presler veya kalıplar kullanılarak basınç kuvveti altında şekillendirildiği bir üretim sürecidir. Sonuç, parçanın hatlarını takip eden ve eşdeğer çelik döküm bileşenlere göre tipik olarak %20-40 daha yüksek çekme mukavemeti sağlayan bir tane yapısıdır. Yorulma, darbe veya döngüsel yüklemeyle başa çıkabilecek parçalara (bağlantı çubukları, krank milleri, flanşlar, dişliler) ihtiyacınız varsa dövme genellikle oraya ulaşmanın en güvenilir yoludur.
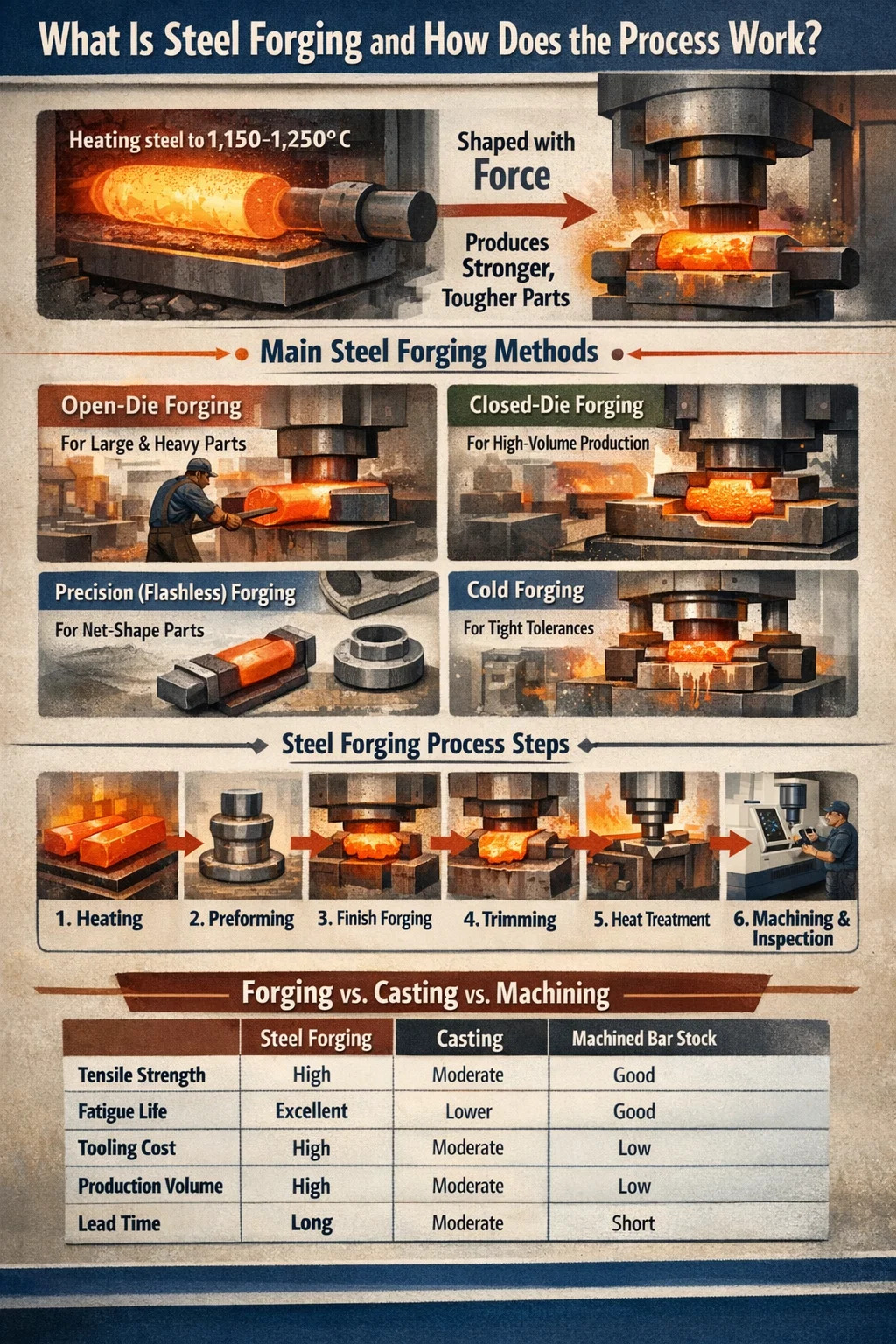
İşlemin özünde çeliğin belirli bir sıcaklık aralığına kadar ısıtılması (karbon ve alaşımlı çelikler için genellikle 1.100°C ila 1.250°C arası) ve ardından malzemeyi plastik olarak istenen şekle getirmek için kuvvet uygulanması yer alır. Yüksek sıcaklık, akış gerilimini azaltır ve sünekliği artırır, böylece metalin çatlamadan şekillendirilmesi daha kolay hale gelir. Soğutulduktan sonra dövme parça, nakliye öncesinde işlem sonrası ısıl işleme, işleme ve muayeneye tabi tutulur.
Çelik dövme tek bir teknik değildir. Her biri farklı geometrilere, hacimlere ve tolerans gereksinimlerine uygun olan birkaç farklı yönteme ayrılır. Her yöntemin nasıl çalıştığını ve nerede yetersiz kaldığını anlamak, bir dövme projesinde doğru kararı vermeye çalışan her mühendis veya alıcı için başlangıç noktasıdır.
Ana Çelik Dövme Yöntemleri ve Ne Zaman Kullanılacağı
Her çelik dövme yöntemi, farklı boyut toleranslarına, yüzey koşullarına ve takım maliyetlerine sahip parçalar üretir. Yanlış seçim maliyeti arttırır, teslimat sürelerini uzatır veya aşırı ikincil işleme gerektiren parçalarla sonuçlanır.
Açık Kalıpta Dövme
Açık kalıpta dövme (serbest dövme veya demirci dövme olarak da bilinir), iş parçasını tamamen kaplamayan düz veya basit şekilli kalıplar kullanır. Çelik, kalıplar arasında bir dizi sıkıştırma, uzatma ve döndürme yoluyla işlenir. Bu, ağırlığı birkaç kilogramdan 200 tonun üzerine kadar olabilen büyük şaftlar, silindirler, halkalar ve külçeler için kullanılan yöntemdir.
Açık kalıpta dövme, parça boyutu kapalı kalıpların kapasitesini aştığında veya üretim miktarları pahalı takımları haklı çıkarmayacak kadar düşük olduğunda başvurulacak seçimdir. Boyutsal toleranslar daha geniştir (tipik olarak ±3–6 mm), dolayısıyla daha sonra önemli düzeyde işleme yapılması beklenir. 4140, 4340 ve 316 paslanmaz gibi çelik kaliteleri, petrol ve gaz, enerji üretimi ve ağır ekipman endüstrileri için rutin olarak bu şekilde işlenir.
Kapalı Kalıpta Dövme (Baskılı Kalıpta Dövme)
Kapalı kalıpta dövme, bitmiş parçanın yaklaşık şekline göre işlenmiş bir oyuk ile eşleşen bir kalıp seti kullanır. Isıtılan kütük kalıpların arasına yerleştirilir ve çelik boşluğu tamamen doldurana kadar kuvvet uygulanır, fazla malzeme ayırma hattı çevresinden hızla dışarı akar. Flaş daha sonra kesilir.
Bu yöntem, açık kalıp çalışmasına göre daha sıkı toleranslar (parça karmaşıklığına ve boyutuna bağlı olarak tipik olarak ±0,5–1,5 mm), daha iyi yüzey kalitesi ve daha tutarlı geometri üretir. Takım maliyetleri yüksektir - orta karmaşıklıktaki bir parça için tam bir kalıp seti 15.000 - 80.000 $ veya daha fazla maliyete sahip olabilir - bu nedenle kapalı kalıpta dövme, öncelikle orta ve yüksek üretim hacimleri için ekonomik açıdan mantıklıdır. Otomotiv biyel kolları, tekerlek göbekleri ve valf gövdeleri klasik uygulamalardır.
Çapaksız (Hassas) Dövme
Çapaksız dövme, kütük hacmini ve kalıp geometrisini hassas bir şekilde kontrol ederek parlamayı ortadan kaldırır, böylece malzeme boşluğu taşmadan doldurur. Sonuç, minimum düzeyde dövme sonrası işleme gerektiren net şekilli veya net şekle yakın bir parçadır. ±0,1–0,3 mm kadar sıkı toleranslara ulaşılabilir.
Bu süreç hassas kütük hazırlama ve daha yüksek takım yatırımı gerektirir, ancak Geleneksel kapalı kalıpta dövmeye kıyasla %10-20 oranında malzeme tasarrufu, onu karmaşık parçaların yüksek hacimli üretimi için çekici kılmaktadır Dişliler, konik dişliler ve süspansiyon bileşenleri gibi.
Rulo Dövme
Rulo dövme, ısıtılmış bir çelik çubuğu şekillendirilmiş oyuklara sahip iki rulo arasından geçirerek kesitini azaltır ve aynı anda uzatır. Tipik olarak kapalı kalıpta dövme işleminden önce bir ön şekillendirme adımı olarak kullanılır, ancak aynı zamanda konik miller, yaprak yaylar ve ray bileşenleri için son işlem olarak da kullanılır. Sürecin sürekli doğası, onu uzun parçalar için oldukça verimli kılar.
Üzgün Dövme
Üzgün dövme, bir çelik çubuğun veya çubuğun kesit alanını, ekseni boyunca sıkıştırarak, uzunluğunu kısaltarak ve belirli bir bölgedeki çapı artırarak arttırır. Cıvatalar, saplamalar, vanalar ve flanşlı miller bu şekilde üretilir. Yüksek hızlı kızgın dövme makineleri saatte binlerce parça üretebilir, bu da bunu bağlantı elemanları ve benzeri donanımlar için en verimli dövme yöntemlerinden biri haline getirir.
Soğuk Dövme
Yukarıdaki yöntemlerin aksine, soğuk dövme oda sıcaklığında veya oda sıcaklığına yakın bir sıcaklıkta gerçekleştirilir. Çelik işlem sırasında sertleşir, bu da aslında yüzey sertliğini ve mukavemetini arttırır. Toleranslar son derece dardır (±0,05–0,1 mm) ve yüzey kalitesi mükemmeldir; çoğu zaman herhangi bir tornalama veya taşlama ihtiyacını ortadan kaldırır. Bunun karşılığında daha yüksek pres kuvvetlerine ihtiyaç duyulur ve parça geometrisi ve çelik kalitesi üzerindeki sınırlamalar ortaya çıkar. Düşük karbonlu ve orta karbonlu çelikler soğuk dövme için en uygun olanlardır.
Adım Adım: Uygulamada Çelik Dövme Nasıl Yapılır?
İster dövülebilirlik için bir parça tasarlıyor olun, ister bir tedarikçinin üretim sahasını denetleyin, süreç adımlarını bilmek önemlidir. Standart bir kapalı kalıplı çelik dövme sırasının ham maddeden bitmiş parçaya kadar nasıl ilerlediği aşağıda açıklanmıştır.
- Malzeme Seçimi ve Kütük Hazırlama: Bitmiş parçanın mekanik özellik gereksinimlerine göre uygun çelik kalitesi seçilir. Yaygın kaliteler arasında 1045 (orta karbonlu, genel endüstriyel), 4140 (krom-molibden, yüksek mukavemetli), 4340 (nikel-krom-molibden, havacılık) ve 17-4 PH paslanmaz (korozyona dayanıklı, yüksek mukavemetli) bulunur. Çubuk stoğu veya kütük, hesaplanan hacme göre kesilir; parlama ve tufal kaybını hesaba katmak için biraz büyük boyuttadır.
- Isıtma: Kütükler gazla çalışan veya indüksiyon ocağına yüklenir ve hedef dövme sıcaklığına getirilir. Çoğu karbon ve alaşımlı çelik için bu 1.150–1.250°C'dir. Kütük kesiti boyunca sıcaklık homojenliği kritik öneme sahiptir; 50°C'nin üzerindeki bir sıcaklık gradyanı, çatlamaya veya kalıbın eksik doldurulmasına neden olabilir. Sıkı sıcaklık kontrolü ve azaltılmış kireç oluşumu için indüksiyonla ısıtma tercih edilir.
- Kireç çözme: Sıcak çelik, ısıtma sırasında oksit tabakası oluşturur. Dövme işleminden önce bu tortu, yüksek basınçlı su jetleri (tipik olarak 100-200 bar) veya kalıba ilk hafif darbe ile giderilir; bu, pulu kırar ve parça yüzeyine bastırılarak yüzey kusurlarına neden olmasını engeller.
- Ön şekillendirme (gerekirse): Karmaşık parçalar, metal kütlesini son kalıp baskısından önce son şekle daha yakın bir şekilde yeniden dağıtmak için genellikle bir veya daha fazla ön şekillendirme adımı gerektirir. Bu, kalıp aşınmasını azaltır ve son darbede metal akışını iyileştirir. Ön şekillendirme, aynı pres veya çekiç üzerinde ayrı kalıp boşluklarında yapılır.
- Dövmeyi Bitir: Önceden şekillendirilmiş kütük, son kalıp boşluğuna aktarılır ve çekiçle (tekrarlanan darbeler sağlayan yerçekimi veya buharlı çekiç) veya bir presle (kontrollü tek vuruş sağlayan mekanik veya hidrolik pres) vurulur. Çelik, boşluğu tamamen doldurur ve ayırma hattının etrafından flaş çıkar.
- Flaş Kırpma: Dövme parçası hala sıcakken (veya soğuduktan sonra, düzeltme presleri için) bir düzeltme kalıbına yerleştirilir ve flaş tek bir vuruşta delinir. Hassas parçalar için, herhangi bir geri esnemeyi düzeltmek ve boyutsal doğruluğu geliştirmek için, kesilmiş dövme parçası hala sıcakken bir boyutlandırma kalıbında yeniden şekillendirilebilir.
- Isıl İşlem: Çelik kalitesine ve nihai mekanik özellik gerekliliklerine bağlı olarak dövme parçalar normalleştirme, tavlama, su verme ve temperleme veya çözelti işlemine ve yaşlandırmaya tabi tutulur. Örneğin 4140 çeliğin su verilmesi ve temperlenmesi, çekme mukavemetini 655 MPa'dan (normalleştirilmiş) 1.000 MPa'nın üzerine çıkarabilir.
- İşleme: Net şekle yakın dövmeler bile, nihai boyut toleranslarını, yüzey kalitesini ve doğrudan dövülemeyen özellikleri (dişler, delikler, kama yuvaları) elde etmek için genellikle CNC tornalama, frezeleme, delme ve taşlama gerektirir.
- Muayene ve Test: Bitmiş dövme parçalar boyutsal olarak (CMM veya manuel ölçüm), görsel olarak (yüzey çatlakları, bindirmeler, dikişler) ve genellikle yüzey kusurları için manyetik parçacık muayenesi (MPI), iç boşluklar için ultrasonik test (UT) gibi tahribatsız testlerle incelenir. Numune kuponları üzerindeki mekanik testler, sertliği, çekme mukavemetini, darbe dayanıklılığını ve yorulma performansını doğrular.
Dövmede Yaygın Olarak Kullanılan Çelik Kaliteleri ve Özellikleri
Malzeme seçimi dövme prosesinden ayrılamaz. Çelik kalitesi, dövme sıcaklık aralığını, kalıp ömrünü, gerekli pres kapasitesini, dövme sonrası ısıl işlemi ve son olarak bitmiş parçanın performansını belirler.
| Çelik Sınıfı | Dövme Sıcaklık Aralığı | Çekme Dayanımı (Q&T) | Anahtar Uygulamalar |
|---|---|---|---|
| AISI1045 | 1.150–1.230°C | ~570–700 MPa | Şaftlar, dişliler, kaplinler |
| AISI4140 | 1.100–1.230°C | ~900–1.100 MPa | Flanşlar, matkap yakaları, akslar |
| AISI4340 | 1.100–1.200°C | ~1.000–1.500 MPa | İniş takımları, krank milleri, havacılık |
| AISI 316 Paslanmaz | 1.149–1.260°C | ~515–690 MPa | Vanalar, bağlantı parçaları, denizcilik donanımı |
| F51 Dubleks SS | 1.050–1.150°C | ~620–880 MPa | Denizaltı bileşenleri, kimya tesisi |
| 17-4 PH Paslanmaz | 1.040–1.150°C | ~930–1.310 MPa | Havacılık, tıbbi, pompa milleri |
Paslanmaz çelik dövmeyle ilgili pratik bir not: 316 gibi östenitik kaliteler, karbon çeliklerine göre daha yüksek akış gerilimine sahiptir, bu da presin aynı parça boyutu için daha fazla kapasiteye ihtiyaç duyduğu anlamına gelir. Ayrıca geçişler arasında yeniden ısıtma doğru şekilde yapılmazsa çatlamaya neden olabilecek gerinim sertleşmesine daha yatkındırlar. Dubleks kaliteler sıcaklığa karşı daha da hassastır; dar dövme penceresinin dışında çalışmak ferrit-östenit dengesini bozabilir ve korozyon direncini azaltabilir.
Dövme Çelik Parçalar İçin Temel Tasarım Kuralları
Dövme işlemi yapılmadan tasarlanan parçaların üretimi genellikle çok daha yüksek maliyetlere neden oluyor veya sürecin yapısal faydalarından yararlanamıyorlar. Bu tasarım ilkelerini en baştan uygulamak, daha sonra pahalı yeniden tasarımların yapılmasını önler.
Taslak Açıları
Kapalı kalıpta dövme işlemindeki tüm dikey yüzeylerin, parçanın kalıptan çıkarılabilmesi için bir taslak açısına ihtiyacı vardır. Çelik dövmeler için standart taslak Dış yüzeylerde 5–7° ve iç yüzeylerde 7–10° . Sıfır çekimli veya negatif çekimli özellikler, ejektör pimleri veya bölünmüş kalıplarla daha karmaşık takımlar gerektirir ve bu da maliyeti önemli ölçüde artırır.
Radyus ve Köşe Yarıçapları
Keskin iç köşeler hem kalıpta hem de bitmiş parçada gerilim yoğunlaşmaları yaratır. Minimum 3 mm'lik iç dolgu yarıçapı pratik bir başlangıç noktasıdır; ağır yüklü bölgelerde 6 mm veya daha fazlası tercih edilir. Dış köşe yarıçapları en az 1,5 mm olmalıdır. Uygun filetolara sahip parçalar, keskin geçişlere sahip parçalarla karşılaştırıldığında yorulma ömründe 3 kata kadar iyileşme gösterir.
Ayrım Hattı Yerleşimi
Ayırma çizgisi iki kalıp yarısının buluştuğu yerdir. Kalıp derinliğini ve flaşı en aza indirmek için parçanın en geniş kesitine yerleştirilmelidir. Düz, düz bir ayırma hattı en basit ve en ucuz seçenektir. Kavisli veya açılı ayırma çizgileri takım işleme karmaşıklığını artırır ancak belirli geometriler için gerekli olabilir.
Kesit Kalınlığı Değişimi
Aynı parça içindeki kesit kalınlığındaki büyük farklılıklar, dövme sırasında eşit olmayan metal akışına neden olur. İnce kesitler, kalın kesitlere göre daha hızlı dolar ve daha hızlı soğur; bu da yetersiz doluma veya çatlamaya yol açar. Genel bir kural olarak, dövme çelikte maksimum duvar kalınlığının minimum duvar kalınlığına oranı, malzemeyi önceden dağıtmak için dikkatli bir ön kalıp tasarımı yapılmadan 4:1'i aşmamalıdır.
Tahıl Akış Yönü
Çelik dövmenin döküm veya çubuk stok işlemeye göre en önemli avantajlarından biri, tane akışını hizmet sırasında en yüksek gerilim yönüne göre hizalayabilmesidir. Çubuk ekseni boyunca boyuna tanecik akışıyla dövülmüş bir biyel kolu, taneciğin kritik bölümler boyunca enlemesine ilerlediği çubuk stoğundan işlenen bir biyelden çok daha iyi yorulma direncine sahiptir. Parçayı, birincil yük ekseni ana dövme yönü ile aynı hizada olacak şekilde tasarlayın.
Çubuk Stoktan Çelik Dövme, Döküm ve İşleme
Mühendisler, yapısal çelik parçalar için bir üretim rotası seçerken sıklıkla dövme, döküm ve işleme arasında seçim yapmakla karşı karşıya kalır. Her yöntemin farklı bir performans ve maliyet profili vardır.
| Kriter | Çelik Dövme | Döküm | İşlenmiş Çubuk Stoku |
|---|---|---|---|
| Çekme Dayanımı | Yüksek (tahıl rafine edilmiş) | Orta (gözeneklilik riski) | İyi (sınıfa göre değişir) |
| Yorgunluk Ömrü | Mükemmel | Alt (iç kusurlar) | Tane hizalanmışsa iyi |
| Geometrik Karmaşıklık | Orta | Yüksek | Yüksek (CNC) |
| Takım Maliyeti | Yüksek (dies) | Orta (patterns/molds) | Yok denecek kadar düşük |
| Yüksek Hacimde Birim Maliyet | Düşük | Düşük to moderate | Yüksek (material waste) |
| İç Kusurlar | Minimal (boşluklar kapalı) | Mümkün (büzülme, gözeneklilik) | Çubuğun kalitesine bağlıdır |
| Teslim Süresi (prototip) | Uzun (kalıp imalatı) | Orta | Kısa |
Karar genellikle üç faktöre göre verilir: yıllık üretim hacmi, gerekli mekanik performans ve parça karmaşıklığı. Karmaşık iç geçişlere veya alttan kesmelere sahip parçalar için döküm genellikle yalnızca geometriyle kazanılır. Otomotiv, havacılık veya petrol ve gaz sektörlerindeki yüksek hacimli yapısal parçalar için dövme neredeyse her zaman performans ve kullanım ömrü maliyeti açısından avantajlıdır. Çubuk stoğundan işleme, prototipler, çok küçük partiler veya ekonomik olarak dövülemeyecek kadar küçük parçalar için en mantıklı olanıdır.
Çelik Dövmede Yaygın Kusurlar ve Bunların Önlenmesi
Doğru proses parametreleriyle bile dövme çeliklerde yapısal bütünlüğü tehlikeye atan kusurlar gelişebilir. Her bir kusura neyin sebep olduğunu ve bunun nasıl erken tespit edilebileceğini bilmek, maliyetli saha arızalarını önler.
Turlar ve Kıvrımlar
Bir yüzey kırışıklığı veya çıkıntı geriye doğru katlandığında ve bağlanmadan parça yüzeyine dövüldüğünde turlar oluşur. Tipik olarak ayrım çizgisine paralel ilerleyen doğrusal yüzey kusurları olarak görünürler. Temel neden genellikle yanlış ön kalıp şekli, aşırı flaş veya kalıptaki zayıf metal akışı dağılımıdır. Manyetik parçacık denetimi yüzeydeki turları güvenilir bir şekilde algılar. Önleme, uygun ön kalıp tasarımı ve kalıp boşluğu optimizasyonunu gerektirir.
Yetersiz doldurma
Yetersiz doldurma, dövme sırasında kalıp boşluğunun tamamen çelikle doldurulmaması ve parça yüzeyinde sığ çöküntüler kalması anlamına gelir. Bunun nedenleri arasında yetersiz kütük ağırlığı, çok düşük dövme sıcaklığı, boşluk dolmadan malzemenin akıp gitmesine neden olan aşırı çapak veya yetersiz pres kapasitesi yer alır. Boyutsal inceleme çoğu durumda eksik dolguyu yakalayacaktır, ancak numune kesiti ile ilk üretim çalıştırmasında yakalanması daha iyi olur.
Çatlama
Çelik çok düşük bir sıcaklıkta (sünek-kırılgan geçiş aralığının altında) dövüldüğünde, gerinim oranı çok yüksek olduğunda veya çelik sıcak kısalmaya neden olan aşırı kükürt veya fosfor içeriğine sahip olduğunda yüzey çatlakları gelişir. Dövme sırasında çekirdekte çekme gerilmeleri oluştuğunda, genellikle ağır bölümlerde iç çatlaklar (patlama kusurları) meydana gelir. Çoğu alaşımlı çelik için dövme sıcaklığının 1.050°C'nin üzerinde tutulması ve geçiş başına aşırı indirgemenin önlenmesi, çatlama kusurlarının çoğunu önler.
Dekarburizasyon
Yüksek sıcaklıklarda havaya uzun süreli maruz kalma, karbonun çelik yüzey katmanından yayılmasına neden olarak sertliği ve yorulma direncini azaltan yumuşak, düşük karbonlu bir bölge oluşturur. Açık alevli fırınlarda ısıtılan parçalarda 0,3-0,8 mm'lik dekarbürizasyon derinliği nadir değildir. Kontrollü atmosfer fırınlarının veya indüksiyonlu ısıtmanın kullanılması, dekarbürizasyonu önemli ölçüde azaltır ve etkilenen katmanın makineyle işlenmesi, meydana geldiğinde standart iyileştirmedir.
Kalıp Değiştirme
Kalıp kayması, dövme sırasında üst ve alt kalıp yarımları yanlış hizalandığında, ayırma hattında dengelenmiş bir parça üretildiğinde meydana gelir. 0,5 mm'lik bir kayma bile parçanın boyutsal muayenede başarısız olmasına neden olabilir. Düzenli kalıp hizalama kontrolleri ve uygun anahtar yerleştirme bakımı, üretimdeki bu kusuru önler.
Çelik Dövmeye Güvenen Endüstriler ve Nedenleri
Çelik dövme talebi, yapısal başarısızlığın bir seçenek olmadığı endüstrilerden kaynaklanmaktadır. Dövme işleminin nerede ve neden belirlendiğini anlamak, alıcıların takım yatırımını haklı çıkarmasına yardımcı olur ve mühendislerin, rakip süreçler karşısında dövme konusunda gerekçe oluşturmasına yardımcı olur.
- Otomotiv: Biyel kolları, krank milleri, direksiyon mafsalları, tekerlek göbekleri, eksantrik milleri ve şanzıman dişlileri neredeyse evrensel olarak dövülmektedir. Tipik bir binek otomobilde 35-45 kg dövme çelik parça bulunur. Dövme çeliğin yorulma ve darbe direnci, güvenlik açısından kritik olan bu bileşenlerin döküm yapılmamasının nedenidir.
- Petrol ve Gaz: Matkap uçları, matkap bilezikleri, BOP bileşenleri, valf gövdeleri, flanşlar (ANSI/ASME B16.5) ve deniz altı konnektörleri, aşırı kuyu içi basınçlara (bazı uygulamalarda 15.000 psi'ye kadar çalışma basıncına kadar) ve aşındırıcı ortamlara dayanmak için dövme gerektirir. ASME/ANSI ve API standartları bu bileşenlerin çoğu için dövme yapılmasını zorunlu kılar.
- Havacılık: İniş takımı destekleri, kanat bağlantı parçaları, motor yatakları ve türbin diskleri, yüksek mukavemetli alaşımlı çeliklerden ve süper alaşımlardan dövülmektedir. Havacılık ve uzay endüstrisinin izlenebilirlik, sertifikalı malzeme test raporları ve tahribatsız testlere yönelik katı gereklilikleri, yapısal uçak gövdesi bileşenleri için dövmeyi varsayılan seçim haline getiriyor.
- Güç Üretimi: Nükleer ve konvansiyonel enerji santrallerindeki buhar türbini rotorları, jeneratör şaftları ve basınçlı kap kafaları, üretilen en büyük dövme parçalar arasındadır; tek açık kalıp dövme parçaları 150-300 ton ağırlığa sahip olabilir. 30-60 yıl boyunca birleşik termal ve mekanik gerilim altında çalışan bileşenler için gerekli malzeme bütünlüğüne ancak kontrollü dövme ve ısıl işlemle ulaşılabilir.
- Madencilik ve İnşaat Ekipmanları: Buldozer palet bağlantıları, ekskavatör kepçe pimleri, kaya kırıcı çekiçleri ve sondaj çubukları ciddi darbe ve aşındırıcı aşınmaya maruz kalır. Yüksek manganezli ve düşük alaşımlı dövme çelikler, bu koşullar altında deformasyona ve kırılmaya, döküm alternatiflerinden çok daha iyi direnç gösterir.
- Savunma: Topçu mermileri, zırh delici deliciler, tank paleti bileşenleri ve silah namluları, diğer işlemlerle elde edilemeyen belirli sertlik, sağlamlık ve boyutsal tutarlılık gerektiren askeri spesifikasyonları karşılayacak şekilde dövülmektedir.
Dövme Çelikler için Kalite Standartları ve Sertifikalar
Geçerli standartlara başvurmadan dövme çelik parçaları satın almak, alıcıları kalite değişkenliğine ve uygun olmayan parçalara maruz bırakır. Çelik dövme kalitesini belirleyen ana standartlar, bir satınalma siparişi yazmadan önce bilinmeye değerdir.
- ASTM A668 / A668M: Genel endüstriyel kullanıma yönelik karbon ve alaşımlı çelik dövmeler için standart spesifikasyon. Çekme mukavemeti 485 MPa'dan (Sınıf D) 830 MPa'ya (Sınıf L) kadar mekanik özellik gereksinimlerine sahip sekiz sınıfı kapsar.
- ASTM A182: Yüksek sıcaklıkta hizmet için dövme veya haddelenmiş alaşımlı ve paslanmaz çelik boru flanşlarını, dövme bağlantı parçalarını ve vanaları kapsar. Petrol ve gaz ve kimyasal işleme spesifikasyonlarında yaygın olarak referans alınır.
- ASTM A105: Ortam sıcaklıklarında ve daha yüksek sıcaklıklarda boru uygulamalarına yönelik karbon çeliği dövme standardı. Bu, endüstriyel boru sistemlerindeki flanşlar ve bağlantı parçaları için en sık belirtilen spesifikasyonlardan biridir.
- API6A/6D: Kuyu başı ve Noel ağacı ekipmanı (6A) ve boru hattı vanaları (6D) için Amerikan Petrol Enstitüsü standartları. Bu standartlar, hidrokarbon hizmetinde kullanılan dövme bileşenler için malzeme sınıflarını, test gerekliliklerini ve izlenebilirlik belgelerini tanımlar.
- AMS (Havacılık ve Uzay Malzeme Özellikleri): AMS 2750 (ısıl işlem için pirometri) gibi SAE AMS standartları ve malzemeye özel AMS kaliteleri (örneğin, 4340 çeliği için AMS 6414) havacılık ve uzay dövme işlemlerini yönetir. Uyumluluk, belgelenmiş fırın kalibrasyonunu, sertifikalı malzeme test raporlarını ve ilk ürün denetimini gerektirir.
- ISO 9001 / IATF 16949: Genel endüstriyel (ISO 9001) ve otomotiv (IATF 16949) dövme tedarikçileri için kalite yönetim sistemi sertifikaları. Bu sertifikalar, tedarikçinin belgelenmiş bir kalite sistemi işlettiğini gösterir ancak tek başına ürünün belirli mekanik spesifikasyonlara uygunluğunu garanti etmez.
Her dövme sevkiyatında daima malzeme test raporlarını (MTR'ler), boyutsal inceleme raporlarını ve NDE raporlarını talep edin. Kritik uygulamalar için demirhanede tanık testi, havacılık ve nükleer tedarikte standart uygulamadır.
Çelik Dövme Hakkında Sıkça Sorulan Sorular
Kapalı kalıplı çelik dövme parçalar için minimum sipariş miktarı nedir?
Çoğu kapalı kalıp dövme atölyesi, yeni takımlama projeleri için minimum sipariş miktarını (MOQ) 100-500 parça olarak belirler, ancak bu, parça boyutuna ve karmaşıklığa göre değişir. Küçük, basit parçalar için bazı mağazalar 50 parçalık deneme çalıştırmalarını değerlendirecektir. Yüksek takım maliyeti ana kısıtlamadır; daha az parçaya bölünen kalıp maliyeti, birim başına maliyeti önemli ölçüde artırır. Açık kalıpta dövme işlemlerinin, özel bir takım gerektirmediği için pratik bir minimum MOQ'u yoktur.
Çelik dövmelerin yapılması ne kadar sürer?
Yeni takımlarla kapalı kalıpta dövme işlemleri için teslim süreleri genellikle 10-16 haftadır: kalıp tasarımı ve üretimi için 4-6 hafta, ilk parça dövme denemeleri için 1-2 hafta ve üretim parçalarının ısıl işlemi ve işlenmesi için 2-4 hafta. Büyük parçalara yönelik açık kalıpta dövme işlemleri, dövmehane kapasitesine ve çelik kütük mevcudiyetine bağlı olarak 8 ila 20 hafta sürebilir. Mevcut kalıplardan gelen tekrar siparişler genellikle 4-8 haftadır.
Paslanmaz çelik, karbon çeliğiyle aynı ekipman kullanılarak dövülebilir mi?
Evet, aynı çekiçler ve presler kullanılır, ancak paslanmaz çelik (özellikle östenitik kaliteler), daha yüksek akış gerilimi nedeniyle eşdeğer sıcaklıklarda karbon çeliğine göre daha yüksek dövme kuvvetleri gerektirir. Belirli bir karbon çeliği parça boyutu için derecelendirilen bir presin değerinin düşürülmesi veya paslanmaz parçaya geçiş sırasında parçanın daha küçük işlemlere bölünmesi gerekebilir. Daha yüksek arayüz basınçları ve aşındırıcı oksit tabakası nedeniyle paslanmaz çeliğin dövülmesi sırasında kalıp ömrü de genellikle daha kısadır.
Sıcak dövme, sıcak dövmeden farklı mıdır?
Evet. Sıcak dövme, soğuk dövme ile sıcak dövme arasındaki sıcaklık aralığında (çelik için genellikle 650–950°C) gerçekleştirilir. Bu sıcaklıklarda akma gerilimi oda sıcaklığına göre daha düşüktür (şekillendirmeyi kolaylaştırır), ancak çelik, sıcak dövmede görülen ağır oksit tabakasını oluşturmaz. Sonuç, sıcak dövmeye göre daha iyi yüzey kalitesi ve daha sıkı toleranslar, soğuk dövmeye göre ise daha düşük pres kuvvetleridir. Sıcak dövme, yüzey kalitesinin önemli olduğu ancak soğuk dövme kuvvetlerinin pratik olarak yüksek olmadığı orta karmaşıklıktaki parçalar için kullanılır.
Bir çizimde dövmeyi doğru şekilde nasıl belirleyebilirim?
Bir çizimdeki tam dövme spesifikasyonu şunları içermelidir: çelik kalitesi (ASTM, AISI veya AMS tanımı), ısıl işlem koşulu ve gerekli sertlik veya çekme/akma dayanımı, taslak açısı gereklilikleri, köşe ve köşe yarıçapları minimumları, dövme yüzeyler için yüzey kalitesi (Ra değeri), ayırma hattında izin verilen flaş uzantısı, gerekli NDE yöntemleri (MPI, UT) ve kabul kriterleri ve geçerli malzeme testi raporu gereksinimleri. Geçerli ASTM standardına (ör. ASTM A668, Sınıf F) atıfta bulunulması, tüm malzeme ve test gerekliliklerini temiz bir şekilde birbirine bağlar.